新型耐高温电缆的设计生产工艺
2018年03月04日 16:43:09 浏览量: 文章来源:线缆传媒
1、新型高温导体的设计要求
耐高温导线可在各类变压器、互感器、传感器中用于传输模拟信号、电脉冲、控制电流等,以封闭电磁场传输方式工作的耐高温同轴电缆在高温场合可以用于传输高频信号或一般场合传输较大功率的高频信号。随着科技的不断发展,对耐高温导线使用温度的要求越来越高,导线尺寸也越来越小。表1为一种新型耐高温导线的主要电性能和机械性能要求。
2、新型耐高温导体的选材和结构
a.合理选择耐高温导线的结构,使其满足导线使用温度、绝缘电阻和机械性能的要求。结构尺寸确定的原则是在限定的耐高温导线总外径下尽可能地放大芯线的绝缘外径,以减小高温导线的直流电阻。
b.强化工艺过程控制,采取特殊而有效的工艺措施,确保耐高温导线的电气性能和连续制造长度。
2.1 导体材料
耐高温导线的导体基料一般是以铜为主,其表面可以镀上耐高温的金属镀层。在高温状态下铜导体的表面随着温度的升高和时间的增长,加速老化的过程变得越来越严重,老化过程最终使导体的传输能力逐渐降低,而这是人们所不希望的。在选择新型耐高温导线的导体材料时,不仅要考虑其必须传输较大的电流,而且还应考虑到大电流会使导线发热。为了避免和延迟这个过程,可以在铜导体的表面镀上分子结构比较稳定的金属,如银或镍。为确保该新型耐高温导线在高温状态下的导电性,我们采用了直径为0.75 mm软态铜线进行镀镍,镀镍后的导线用孔径为0.70 mm的拉丝模过模,以保证芯体直径在(O.7O士0.02)mm之间。根据相关试验,镀镍铜线的镀镍层厚度必须大于3 p.m,且过模后的导线最好不再进行弯曲。
2.2 绝缘材料
由于高硅氧玻璃纤维纱(玻璃丝)具有良好的绝缘性和优良的耐高温特性,因而是耐高温导线首选的绝缘材料之一。通常根据高温导线的规格来选择高硅氧玻璃纤维纱的耐温等级及其规格支数。支数越大,高硅氧玻璃纤维纱就越细,而且柔软,但其抗拉强度相对较差;反之,支数越小,高硅氧玻璃纤维纱就越粗,其抗拉强度越大,但柔软度较差。
普通高硅氧玻璃纤维纱绝缘耐高温导线能在400℃左右使用,也可在特殊高温(如瞬间达到800℃)的场合中使用。但长期在过高温度状态下使用,其电性能和机械性能就会被破坏,严重时将影响其正常使用。由表1可知,此新型耐高温导线的规格较小,绝缘层较薄,需长期在500℃甚至更高温度下工作,且在如此高温下绝缘电阻须达到50 MΩ(50O V),国产的高硅氧玻璃纤维纱通过传统工艺很难满足这些要求。虽然国产高硅氧玻璃纤维纱已从质量上很大的提高,部分技术指标也逐渐趋于稳定,但生产厂家提供的样本中电性能指标语焉不详,有些甚至是空白。例如:某专业生产厂采用三元系统玻璃制造设备生产后再进行处理的高硅氧玻璃纤维纱(性能指标如表2所示),具有较高的机械强度,耐高温性能也较好,能长期在500℃环境中工作;但当温度为400℃左右时,其绝缘性能因温度的升高而降低,当温度为500℃时,其绝缘电阻几乎为零。
显然,用此高硅氧玻璃纤维纱和传统工艺制造的高温导线只能满足机械性能要求,难以满足绝缘性能的要求。通过多次实践,我们制作绝缘时采用在高硅氧玻璃纤维纱中涂覆具有优良绝缘性能的耐高温涂料并烘烤的方法,实现了导线在500℃时绝缘电阻达到50 MΩ(500 V)的要求。因而,我们所选择的高硅氧玻璃纤维纱必须是能耐500℃的高温,可方便地涂覆耐高温涂料,并且涂覆后的导线应能承受使导线表面干燥的高温炉烘烤及之后的卷绕。
2.3 导线的结构
高硅氧玻璃纤维纱绝缘耐高温导线的结构有多种形式:裸铜线+高硅氧玻璃纤维纱绕包、镀镍铜线+高硅氧玻璃纤维纱绕包、镀银铜线+高硅氧玻璃纤维纱绕包十四氟乙烯护套、镀银铜线+高硅氧玻璃纤维纱绕包+硅脂浸渍+四氟乙烯护套、镀镍铜线+高硅氧玻璃纤维纱绕包+耐高温涂覆液浸渍等。我们采用了镀镍铜线+高硅氧玻璃纤维纱绕包+耐高温涂覆液浸渍结构。为了减小耐高温导线的直流电阻,镀镍铜线应平整、圆滑,高硅氧玻璃纤维纱应均匀柔软,耐高温涂覆液应为有机固化油漆,并且采用合理的工艺措施,合适的固化烧结温度。
3 、新型耐高温导线的制作
由于耐高温导线的使用环境比较特殊,在数百摄氏度的高温环境中导线几乎一直进行着加速老化,导线上任何瑕疵和斑点都将影响导线的使用寿命,因此耐高温导线的材料选择、工艺制作、制造环境、清洁程度十分重要。耐高温导线整个制造过程可分为导体尺寸定位、高硅氧玻璃纤维纱复绕、绝缘绕制、涂覆液浸渍、高温烘烤烧结等几个步骤。在试制过程中必须根据工艺要求对导线制造设备进行必要调整,如与理想的工艺相差距离太大时还须对制造设备进行部分改造。
3.1 导体整形
镀镍铜线导体可用拉拔模进行整形,使导体尺寸定位在规定的范围中。在拉拔过程中必须注意的是应选用合适的拉丝液,并且在整形后必须将拉丝液清洗干净,以免残留而在高温状态时对导线造成不良影响,以及在特定环境中释放不良气体而对环境造成不必要的污染。
3.2 高硅氧玻璃纤维纱复绕
一般是将选定支数的几股高硅氧玻璃纤维纱复绕合并起来作为耐高温导线的绝缘,使导线更细腻、光滑、柔软。复绕时高硅氧玻璃纤维纱被安放在特定的支架上,通过上引法导出纤维纱并控制好每股的张力,经过蜂房式绕线收在绕包设备专用骨架上。如纤维纱张力控制不当,合并后的高硅氧玻璃纤维纱会松紧不均匀、粗细不一致、表面毛糙;反之,则合并后的高硅氧玻璃纤维纱粗细均匀、平整光滑。高硅氧玻璃纤维纱合并复绕中的清洁问题必须引起重视,一旦粉尘侵入合并后的高硅氧玻璃纤维纱中,粉尘将永远存在而无法清除,造成耐高温导线在耐温等级、绝缘性能、传输损耗等方面的性能急速降低,严重时将影响到耐高温导线的使用寿命。
3.3 绝缘绕制
耐高温导线制作过程中的绝缘绕制是非常关键的工序,绝缘绕制时必须严格控制高硅氧玻璃纤维纱绕包的节距和外径,其关键是选用合理的配合齿轮,严格控制高硅氧玻璃纤维纱的放纱张力。绕制成型后的导线须平整、光滑、圆整。从新型耐高温导线要求的尺寸可以看出,高硅氧玻璃纤维纱绝缘层厚度只有0.2 mm,所以对绕包工艺要求相当高。
耐高温导线的导体在专用的绕包机上进行高硅氧玻璃纤维纱的绕制。通常绕包机的绕包头有切线式和同心式两种。切线式绕包的优点是当专用骨架上绕包材料绕完后,添加材料时不必剪断主导体,这样能保证被加工导线的连续长度;缺点是绕制时导线晃动较大以及高硅氧玻璃纤维纱在通过数道过渡导轮后纤维起毛而影响后道工序。在绕制其他材料时切线式绕包是一种很好的绕制方式,但在绕制高硅氧玻璃纤维纱或类似的材料时需慎重考虑。同心式绕包的优点是绕制时导线晃动较小,并且高硅氧玻璃纤维纱通过的过渡导轮也较少,起毛现象没有切线式绕包严重,绕包时张力的调节也比较方便;缺点是当专用骨架上的绕包材料绕完后,添加材料时必须剪断主导体,然后再进行换盘、穿线、重新接线,这给绕包操作带来一定不便。无论采取那种绕包形式,第一层绕包和第二层绕包的绕制方向必须相反。如需要进行多层绕制时,必须遵守的原则是正在绕制的绕制方向须与上一层的方向相反,这样导线的表面非常紧凑、光滑、平整,整个绝缘层细腻均匀。在绕包时我们采用了较小的绕包节距,绕包后导线表面非常平整、光滑,最终将导线的外径控制在1.1 mm 以内,符合了新型耐高温导线技术指标的要求。
3.4 涂覆层涂制
在进行高硅氧玻璃纤维纱绕包时,必须同步进行有机耐高温涂覆材料的涂制。由于高温涂覆材料一般都是比较稀薄的液体(如水一般),因此在导线放出到达绕包头之间可以放置一个容器,导线穿过含有高温涂覆液的容器时,导体表面被高温涂覆液浸润涂覆。高温涂覆液涂覆后的导线通过第一个绕包头完成了高硅氧玻璃纤维纱第一层绕包;接着通过含有高温涂覆液的容器进行二次涂覆;然后通过第二个绕包头完成高硅氧玻璃纤维纱的第二层绕包;再次通过含有高温涂覆液的容器进行三次涂覆。我们根据新型耐高温导线的技术指标和设计的需要,选择了合适的绕包层数、涂覆浸渍液和涂覆的次数,使高温导线达到了设计的要求。在整个绕包涂覆过程中还必须注意:a.制作环境(特别是涂覆容器)的清洁。b.涂覆液的配比和浓度,制造时环境温度最好为18~26℃。c.导线的圆周面不允许出现垂滴现象。
3.5 烘烤烧结
在高硅氧玻璃纤维纱表面浸渍液未干燥前导线绝对不能卷绕,只有经过烧结炉高温烘烤烧结,且导线表面的涂覆干燥后才可收盘。烘烤烧结时要考虑烘烤温度和烘烤时间这两个参数。烘烤温度是由导线的材料、导线的几何尺寸和浸渍液的配比等因素确定。烘烤温度过低,会使导线表面干燥,而绝缘内部还有残留的未烧结浸渍液,影响导线的电气性能;烘烤温度过高,导线将会被烤焦,影响导线的机械性能,严重时甚至导致导线损坏,无法使用。烘烤温度的选择还须根据烘烤烧结的时间综合考虑。烘烤时间一般由导线在烧结炉内停留的时间决定。合适的烘烤温度和必要烘烤时间将使最终制得的耐高温导线表面干燥、光滑、无疙瘩、无起皮,导线弯曲自如,通过收线装置可将导线均匀收排到合适的导线盘上。


 耐高温18号电子线
耐高温18号电子线 白色10芯耐高温硅胶电线
白色10芯耐高温硅胶电线 4并排硅胶电线定制
4并排硅胶电线定制 三芯高温电线电缆定制
三芯高温电线电缆定制 0.33平方红黑2芯铁氟龙+硅胶浸锡线
0.33平方红黑2芯铁氟龙+硅胶浸锡线 CCC耐高温玻璃纤维线60245 IEC 0.5-6平方硅胶编织线
CCC耐高温玻璃纤维线60245 IEC 0.5-6平方硅胶编织线 2AWG耐高温硅胶电线2#硅胶线厂家直销!
2AWG耐高温硅胶电线2#硅胶线厂家直销! 4AWG耐高温硅胶电缆线
4AWG耐高温硅胶电缆线 三芯耐高温硅胶护套线
三芯耐高温硅胶护套线 耐高温5P电源连接线加工定制
耐高温5P电源连接线加工定制 200度单芯硅胶耐高温电线
200度单芯硅胶耐高温电线 VDE认证H05SS-F 2*0.5平方耐高温硅胶电缆线
VDE认证H05SS-F 2*0.5平方耐高温硅胶电缆线 3芯PVC+PVC电线
3芯PVC+PVC电线 2芯硅胶扁线
2芯硅胶扁线 3×1.5mm²耐180度高温硅胶电缆线
3×1.5mm²耐180度高温硅胶电缆线 2芯铁氟龙+硅胶线
2芯铁氟龙+硅胶线 高压汽车点火线16/18/20/22AWG耐高温高压硅胶线
高压汽车点火线16/18/20/22AWG耐高温高压硅胶线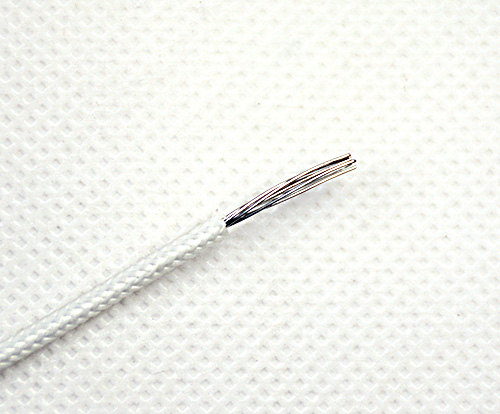 3C认证0.75平方耐高温硅胶编织电线
3C认证0.75平方耐高温硅胶编织电线 VDE认证H05S-K 1x0.5mm²耐高温硅胶线
VDE认证H05S-K 1x0.5mm²耐高温硅胶线 0.5平方VDE认证耐高温硅胶电子线
0.5平方VDE认证耐高温硅胶电子线 定制34平方耐高温硅胶电缆线
定制34平方耐高温硅胶电缆线 汽车用耐高温屏蔽线加工定制
汽车用耐高温屏蔽线加工定制 3芯0.5平方PVC护套电缆线
3芯0.5平方PVC护套电缆线 生产定制24awg铁氟龙多芯线
生产定制24awg铁氟龙多芯线 3芯0.75平方透明耐高温硅胶线三芯硅胶电源线
3芯0.75平方透明耐高温硅胶线三芯硅胶电源线 电动汽车耐高温特软硅胶线
电动汽车耐高温特软硅胶线 2C*24awg白色2芯红黑硅胶线
2C*24awg白色2芯红黑硅胶线 黑色8awg硅胶电线8#耐高温硅胶线
黑色8awg硅胶电线8#耐高温硅胶线 4并透明硅胶并排线
4并透明硅胶并排线 VDE 2.5平方50/0.25TS镀锡铜硅胶线
VDE 2.5平方50/0.25TS镀锡铜硅胶线 5芯铁氟龙+硅胶线
5芯铁氟龙+硅胶线 5平方10awg单芯高温硅胶线黄绿色
5平方10awg单芯高温硅胶线黄绿色 白色圆芯电源线
白色圆芯电源线 0.3平方4芯特软硅胶电缆线
0.3平方4芯特软硅胶电缆线 4芯铁氟龙线+屏蔽线
4芯铁氟龙线+屏蔽线 33平方2AWG硅橡胶电力电缆
33平方2AWG硅橡胶电力电缆 高温硅胶编织电线加工定制
高温硅胶编织电线加工定制 5芯17/0.15TS硅胶+PVC电线
5芯17/0.15TS硅胶+PVC电线 黑色2芯0.5平方耐高温硅胶护套线
黑色2芯0.5平方耐高温硅胶护套线 三芯硅胶电源线
三芯硅胶电源线 4AWG特软硅胶线美规4号耐高温电线25平方
4AWG特软硅胶线美规4号耐高温电线25平方 蓝色2pin耐高温特软硅胶线
蓝色2pin耐高温特软硅胶线 3.6mm白色红黑2芯高温硅胶电缆线
3.6mm白色红黑2芯高温硅胶电缆线 耐高温单芯高压硅胶线
耐高温单芯高压硅胶线 点火器电热加热管美规耐高温铁氟龙线材定制
点火器电热加热管美规耐高温铁氟龙线材定制 耐高温6芯屏蔽线铁氟龙汽车通讯屏蔽线
耐高温6芯屏蔽线铁氟龙汽车通讯屏蔽线 16芯特软硅胶控制电缆线
16芯特软硅胶控制电缆线 4平方耐高温电线耐30KV高压硅胶线
4平方耐高温电线耐30KV高压硅胶线 2.5平方圆形两芯护套线
2.5平方圆形两芯护套线 1.5平方耐高温铁氟龙电线电动汽车电池线
1.5平方耐高温铁氟龙电线电动汽车电池线


